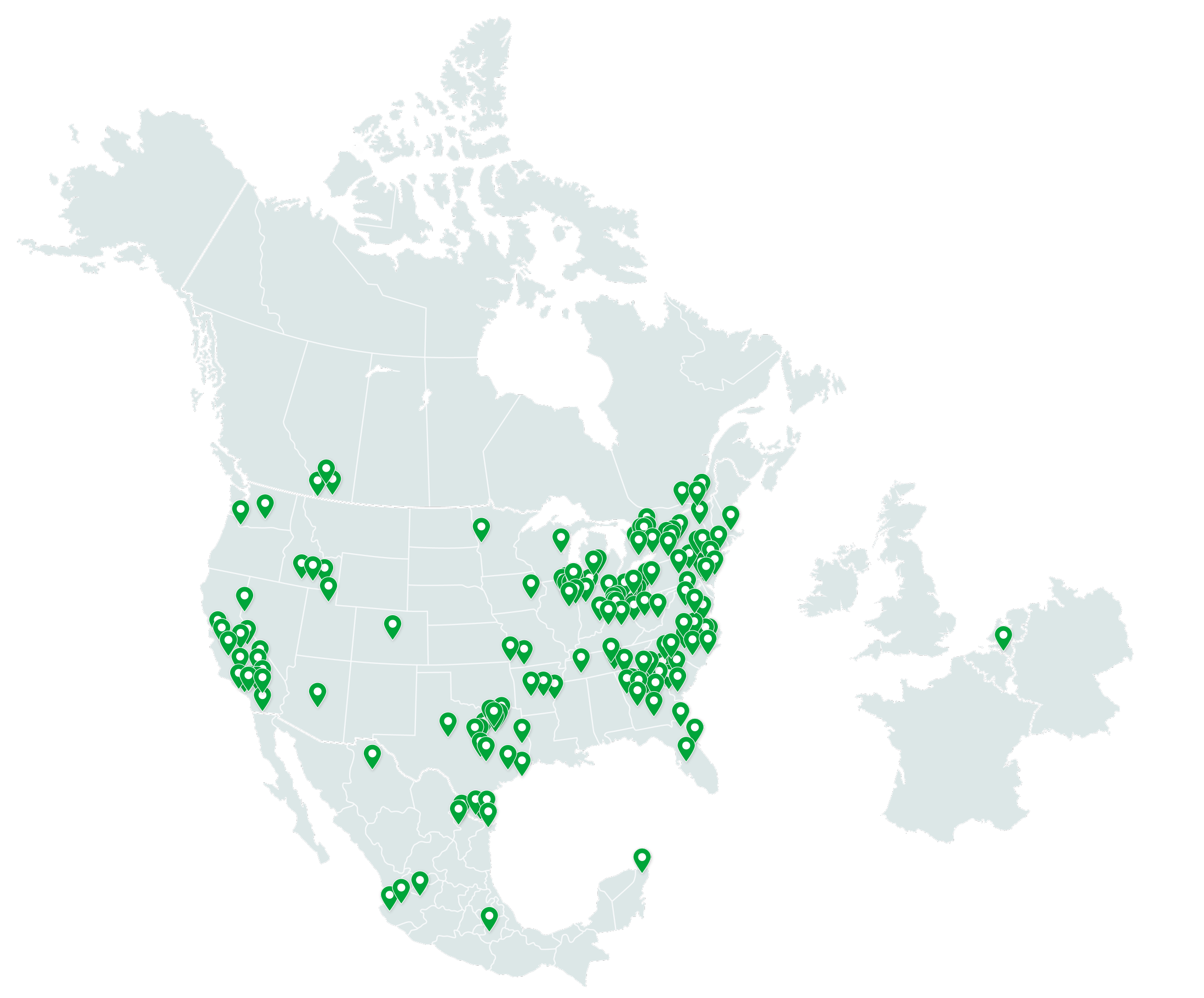
100+
Locations

Novolex is a leading manufacturer of food, beverage, and specialty packaging servicing customers across a wide range of industries, including foodservice, restaurant delivery and carryout, food processing, grocery and retail, and industrial sectors.
With an extensive and innovative product portfolio, we help businesses operate efficiently, meet evolving customer expectations, and deliver everyday essentials to millions of consumers around the world.

Our Purpose, Mission, and Values are at the heart of everything we do. They guide how we operate, inform how we lead and shape the culture that connects more than 20,000 employees worldwide. Together, they provide the foundation and the roadmap for how we work, grow and Win Together, everyday.
Learn More
Locations
Employees
Product Categories
SKUs
Regional Distribution Centers
Brands
Our experienced leadership team empowers our people to fulfill our purpose of Packaging for a Better Future through Choice, Innovation, and Sustainability, while maintaining a strong focus on safety, performance, and customer partnership.
Leadership TeamNovolex operates a broad manufacturing footprint, supported by a hub-and-spoke distribution network and administrative offices across North America and Europe. This scale and proximity allows us to collaborate closely with customers and deliver reliably across markets.
View LocationsOur Charlotte, NC and Lake Forest, IL headquarters feature modern, flexible work environments designed to support both collaboration and focused work. These spaces include open areas, private rooms, and dedicated collaboration zones that foster connection, learning, and productivity.